
The Master’s Guide to Safety: Switches and Sensors
The Master Overview of Safety Switches and Sensors
In the vast landscape of industrial safety, different types of safety switches and sensors play a crucial role in protecting workers and maintaining operational efficiency. Contact switches serve as fundamental safety devices, ensuring direct interaction with machine components for immediate hazard detection. For more advanced applications, enabling switches provide operators with additional layers of control, allowing safe manual operation in hazardous environments. Meanwhile, non-contact safety switches offer a seamless and wear-free solution, ideal for environments where dust, dirt, or frequent cleaning may impact traditional switches. Industries requiring high precision also rely on limit and position switches to ensure accurate machine movement, helping prevent mechanical failures and accidents. Furthermore, when it comes to durability and reliability, stainless steel safety switches provide corrosion resistance, making them an ideal choice for harsh industrial settings. By integrating these various safety solutions, businesses can create a comprehensive safety framework that enhances protection, reduces downtime, and ensures compliance with stringent industry regulations.
Safety switches and sensors are essential components in modern industrial automation, providing critical protection for both personnel and equipment. Designed to detect potential hazards and initiate control responses, these devices prevent accidents by ensuring machinery operates only under safe conditions, in concert with control logic systems such as safety relays or safety PLCs. Safety switches and sensors are widely used in various sectors, including manufacturing, automotive, food processing, and healthcare, where stringent safety standards are crucial. Far more than simple components, non-contact sensors, electronic key systems, mechanical interlocks, solenoid locking switches, multifunctional gates, and safety bolts are the guardians that help protect both equipment and personnel.
These devices work quietly yet diligently, ensuring that when issues arise, they trigger immediate responses to minimize risks of injury and equipment damage. They consistently monitor activity, ensuring each machine operates within safe limits, thereby supporting the smooth, efficient functioning of industrial processes and reducing dependence on human oversight.
In this blog, we will explore various safety devices, including enabling switches, position/limit switches, foot pedal switches, and delve into non-contact sensors like safety inductive proximity sensors, magnetic coded sensors, RFID coded sensors and the benefits of utilising stainless steel construction. The importance of electronic key systems and the versatility it provides. Mechanical interlocks that have plastic, metal and stainless steel interlocks. Reviewing the solenoid locking switches including electromagnetic and tongue varieties. The unique functionality of multifunctional gates, and the ergonomic applications of safety bolts. Join us to discover how these essential components are vital to creating a safer, more productive industrial environment.
Safety switches : an overview
Safety switches, also known as disconnect switches or residual current devices (RCDs), are essential components in electrical systems designed to protect people and property from electrical hazards such as electric shock and electrical fires. These devices are crucial for maintaining the safety and integrity of electrical installations across various applications, from residential settings to complex industrial environments.
Safety switches serve multiple purposes:
Fault Protection: They provide critical fault protection for motors and heavy machinery by monitoring electrical currents. If a fault is detected, such as a short circuit or an overload, the safety switch will automatically disconnect the power supply, preventing potential damage to equipment and reducing the risk of fire.
Disconnecting Means: Acting as a reliable disconnecting means for service entrances, safety switches enable safe maintenance and servicing of electrical systems. They allow technicians to isolate electrical circuits before performing repairs or inspections, ensuring a safe working environment.
Current Leakage Detection: Residual current devices (RCDs) specifically monitor the balance of electrical current between live and neutral wires. If an imbalance occurs, indicating potential leakage to the ground (which could lead to electric shock), the RCD will trip and disconnect the circuit within milliseconds.
Enhanced Safety Features: Many modern safety switches come equipped with additional safety features such as manual reset functions, test buttons, and indicator lights that signal operational status. These features enhance user safety and facilitate easier troubleshooting and maintenance.
Regulatory Compliance: Safety switches are often required by electrical codes and regulations to ensure safe electrical installations. Compliance with these standards not only protects individuals but also helps prevent costly damages and liabilities for businesses.
By integrating safety switches into electrical systems, industries can significantly reduce the risk of accidents and create a safer working environment for employees. Their versatility and reliability make them indispensable in protecting against electrical hazards and ensuring the smooth operation of machinery.
Types of Safety Switches
Enabling Switches
Safety Enabling Switches are critical safety devices designed to allow operators to control machines or processes in hazardous environments. These switches require continuous pressure to remain activated, offering a fail-safe solution if the operator releases the switch due to danger or discomfort. Often used in manual operation tasks like robot teaching or maintenance, enabling switches enhance safety by providing a controlled stop mechanism. They are typically three-position switches, offering multiple levels of control.
Product Examples:

DOLD – RE 6909 | Three Stage Enabling Switch
Enabling switches

EUCHNER ZSM Enabling Switch
Euchner multi-function ZSM switch

EUCHNER ZSB – Enabling Switch
Euchner multi-button ZSB switch

EUCHNER ZSA/ZSR – Enabling Switch
Euchner single-button ZSA & ZSR switch
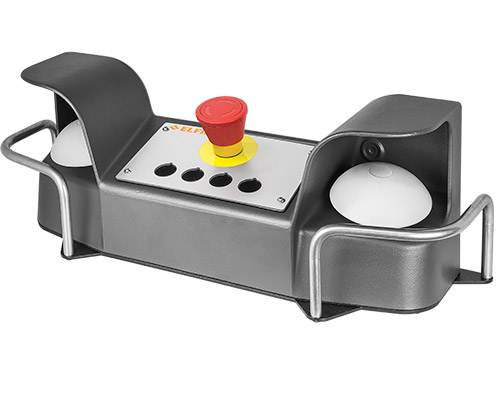
ELFIN – 060P2MA | Two Hand Station
Two-handed control station with button cutouts

ELFIN – 060C2MA | Two Hand Control Station
Two-handed control station

SCHLEGEL – SZU_C002 | Enabling Switch
Enabling Switch – SZU_C002: The SZU_C002 Enabling Switch from Schlegel ensures optimal safety in industrial…[+]

Pizzato FD 2016-M2
Position switch with roller and stainless steel piston plunger
The type FD 2016 position switch has metal housing in conjunction with the high degree of protection IP67 permits use under extreme ambient conditions.

Pizzato FD 2031-M2
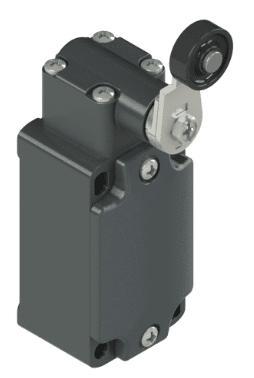
Position Switch with Roller Lever
The type FD 2031 position switch has metal housing in conjunction with the high degree of protection IP67 permits use under extreme ambient conditions..

Pizzato FD 2056-M2
Position switch with adjustable length roller lever arm
The type FD 2056 position switch has metal housing in conjunction with the high degree of protection IP67 permits use under extreme ambient conditions.
Pizzato’s FD Series Safety Limit/Position switches play a crucial role in automation, serving as reliable safety devices. These position switches, designed by Pizzato, are widely installed in industrial machinery worldwide. Their versatility allows them to adapt to various configurations, making them essential components for ensuring safety in automated systems.
With a focus on safety, the FD series of position switches is engineered to withstand challenging environments. Featuring a robust metal powder-coated body, these switches achieve a high level of protection with an IP67 rating when combined with compatible cable glands.
Pizzato’s FD Series Safety Limit/Position switches are indispensable safety devices that enhance automation systems, offering versatility, durability, and adherence to safety standards.

What is a Foot Switch?
A foot switch is a rugged electrical switch that can be activated by the simple application of foot pressure. It alters electrical contacts within a circuit when pressed. These switches are ideal for situations where hand-operated switches are inconvenient or pose safety risks. Their adaptability makes them suitable for a wide range of industrial needs.
Why are Foot Switches Essential?
Foot switches are an essential component in various industrial settings for several compelling reasons:
- Safety: In environments where operating machinery with hands could be risky, foot switches provide a safer alternative, allowing workers to maintain a safe distance.
- Convenience: These switches offer hands-free operation, which is useful when both hands are occupied, or when multitasking is required.
- Speed: Emergency stop foot switches allow quick interruption of power to machinery, improving response time and worker safety.
Product Examples:

Elfin Single Foot Pedal
2-position foot switch with safety lever
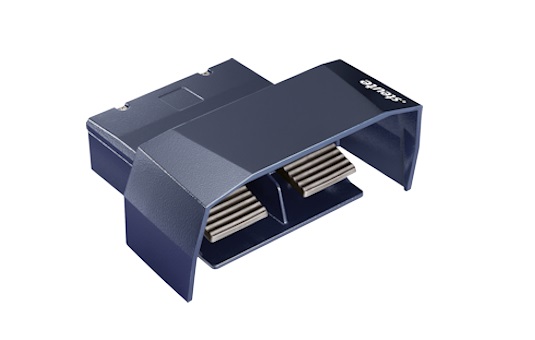
Steute Two Foot Pedal
Versatile 2-pedal foot switches for medical equipment
Safety Non-Contact Switches: an overview
Non-contact sensors are essential in automation and safety applications, providing accurate detection without physical touch. These sensors excel in industrial environments where traditional contact-based sensors might fail due to wear or contamination. Key types of non-contact sensors include safety inductive proximity sensors, magnetic coded sensors and RFID switches, each tailored to meet different safety and operational needs. Inductive proximity sensors detect objects within a specified range to prevent accidents, while magnetic coded sensors use unique magnetic codes for selective detection in applications like machinery guarding. RFID switches offer advanced control through Radio Frequency Identification, providing secure, non-contact access for sensitive machinery and critical areas.
Stainless steel electronics, including non-contact sensors, are built to withstand harsh and corrosive environments, making them ideal for industries such as food processing, pharmaceuticals, and chemical production. Constructed from durable stainless steel, these sensors offer high resistance to moisture, chemicals, and extreme temperatures, ensuring reliable performance where hygiene and resilience are essential. Overall, non-contact sensors, whether safety inductive proximity sensors, magnetic coded sensors, or RFID switches, enhance industrial safety and efficiency by providing durable, low-maintenance solutions that meet the demands of various safety-critical applications.
Types of non-contact safety switches
ReeR Safety Proximity Sensors – PI-Safe | Inductive Sensors
Boost Safety with PI-Safe Proximity Sensors: Certified and Reliable Proximity Sensors for Enhanced Safety.
The ReeR PI-Safe Inductive Proximity Sensor range increases the uptime and safety of your production through precision position detection to EN 60947-5-3 certification, ensuring operator and machine safety with in-built cross-fault monitoring. The PI-Safe Cylindrical Sensors come in M12, M18, and M30 sizing with both flush and non-flush mounting, with sensors for LED indication of power and signal status. Sensors are connected by M12 4-pole cables with up to IP69K protection ratings. The PI-Safe Square Sensors are 40 x 40 x 66mm with both flush and non-flush mounting variants and sensors for LED indication of power and signal status. Sensors are connected by M12 4-pole cables and are rated for SIL 3 – Ple.
PI-Safe Cylindrical Sensors
| Part Number | Material | Dimensions | Range | Operating Voltage | Safety Rating |
| PI M12 NF | Body: Stainless steel; Head: PBT | Non-flush M12 Thread 70mm length | 0.5-4mm | 19.2-30VDC | SIL 2, Pl d |
| PI M18 NF | Body: Stainless steel; Head: PBT | Non-flush M18 Thread 70.5mm length | 1-8mm | 19.2-30VDC | SIL 2, Pl d |
| PI M18 F | Body: Brass white bronze coated; Head: PBT | Flush M18 Thread 70mm length | 1-5mm | 19.2-30VDC | SIL 2, Pl d |
| PI M18 FR | Body: Brass white bronze coated; Head: PBT | Flush M18 Thread 86.5mm length | >10mm | 10-30VDC | SIL 2, Pl d |
| PI M30 NF | Body: Stainless steel; Head: PBT | Non-flush M30 Thread 70mm length | 1-15mm | 19.2-30VDC | SIL 2, Pl d |
| PI M30 F | Body: Brass white bronze coated; Head: PBT | Flush M30 Thread 70mm length | 1-10mm | 19.2-30VDC | SIL 2, Pl d |
| PI M30 NF K | Body: Stainless steel; Head: PBT | Non-flush M30 Thread 80mm length | 6-12mm | 19.2-30VDC | SIL 3, Pl e |
PI-Safe Square Sensors
| Part Number | Material | Dimensions | Range | Operating Voltage | Safety Rating |
| PI SQ F-NF | Body: Diecast zinc; Head: PPE | Flush or non-flush 40 x 40 x 66mm | 10-15mm | 19.2-30VDC | SIL 3, Pl e |
| PI SQ NF | Body: Diecast zinc; Head: PPE | Non-flush 40 x 40 x 66mm | 4-20mm | 19.2-30VDC | SIL 3, Pl e |

Magnetic Coded Safety Sensors: An Overview
Magnetic coded safety sensors are sophisticated devices designed to monitor the position of machinery, equipment, or access points in industrial settings. They employ a combination of magnetic fields and codes to ensure precise and fail-safe detection. The primary objective of these sensors is to prevent accidents, reduce downtime, and enhance overall workplace safety.
The Importance of Safety in Industry
Safety is a paramount concern in industrial environments. Accidents can lead to injuries, equipment damage, and costly production interruptions. Employing effective safety measures is essential to mitigate these risks and ensure the well-being of personnel. Magnetic coded safety sensors play a crucial role in achieving these objectives.
How Magnetic Coded Safety Sensors Work
Magnetic coded safety sensors operate on a simple yet highly effective principle. They consist of two main components:
- Actuator: The actuator is typically attached to a movable part of the machinery or equipment, such as a gate or guard. It contains magnets and coded elements that emit a unique magnetic field pattern.
- Sensor: The sensor, mounted nearby, constantly monitors the magnetic field emitted by the actuator. When the actuator moves, the sensor detects changes in the magnetic field and interprets the coded pattern.
The sensor’s ability to recognize specific magnetic codes ensures high accuracy in detecting the position of the actuator. This technology provides an additional layer of safety by preventing unauthorized access, machine movement when it should be stationary, or unexpected equipment operation.
Applications of Magnetic Coded Safety Sensors
Magnetic coded safety sensors find applications in a wide range of industrial scenarios, including:
- Machine Guarding: They are used to monitor the status of guards, gates, or doors, ensuring that machinery remains safe to operate when needed and stops automatically when access is compromised.
- Conveyor Systems: Magnetic coded safety sensors are integrated into conveyor systems to control the flow of materials, guaranteeing the safety of workers and the efficient operation of the system.
- Material Handling: These sensors can be found in various material handling equipment to prevent accidents and improve efficiency.
- Access Control: Magnetic coded safety sensors are essential in restricting access to hazardous areas, ensuring that only authorized personnel can enter when it’s safe to do so.
Product Examples:

Wieland Magnet Switch Set – SMA Series
Magnetic safety switches with shape options
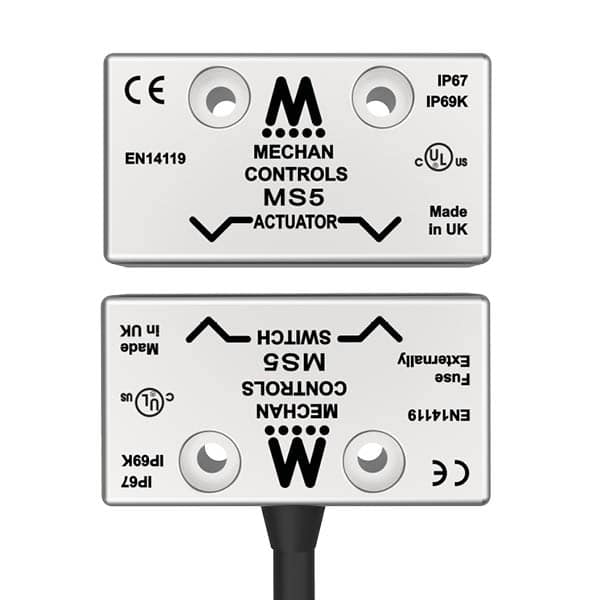
Magnetic Safety Switch: MECHAN MAGNASAFE SERIES
M12 Quick Disconnect Options

Mechan HE-Series | Coded Magnetic Safety Switches
IP67 & IP69K, Fully Sealed

Wieland SMI 1001 | Magnet Switch Interface
Interface-device for dual-channel connection of 4 safety sensors

Pizzato SR Series | Magnetic Safety Sensor
Magnetic sensor with 4 connections
RFID Coded Safety Switches
RFID Safety Switches utilize RFID tags and readers to manage access control, real-time monitoring, and asset tracking. They play a crucial role in systems like Lockout-Tagout (LOTO) and emergency response, ensuring that only authorized personnel can interact with machinery. This adherence to safety standards, such as ISO 13849-1, is vital for workplace safety. These sensors provide real-time data for compliance and reporting, facilitating maintenance and repair tasks by offering valuable insights into equipment status and operational efficiency.
Product Examples:

ReeR: R-Safe RFID | RFID Guard Safety Switch
Flexible, fast, reliable RFID guard switches
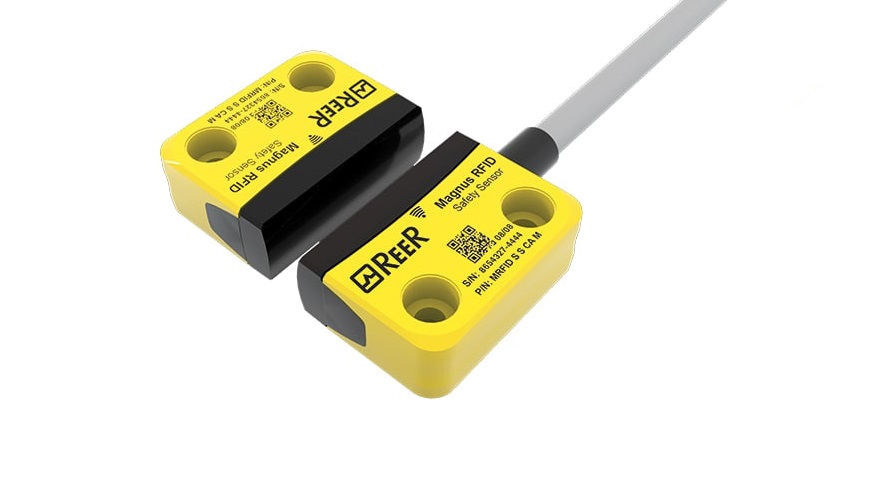
ReeR MAGNUS RFID | Industrial Safety Sensors Magnus
Flexible, fast RFID guard switches

Wieland STS Series | Non-contact safety switches with coding
Inbuilt Manipulation Protection

EUCHNER: CES-I-AP/AR | RFID Safety Switch
Three direction actuation RF coded

EUCHNER: CES-AR-C | RFID Safety Switch
Five direction actuation RF coded

EUCHNER: CES-A-LNA | Transponder Coded Read Head
Single direction actuation RF coded
Pizzato ST Series | Safety sensors with RFID technology
RFID safety sensor – Pizzato

IDEM KLT-SS-RFID Series | RFID Interlock
Stainless Steel Solenoid Locking Guard Switch with RFID.
Stainless Steel Electronic
Stainless Steel Safety Devices are specifically engineered to comply with stringent food-grade standards, making them an excellent choice for the food industry, where minimizing contamination risks is paramount. These devices utilize high-quality stainless steel, which is inherently non-corrosive and resistant to the harsh conditions often found in food processing environments. This durability not only ensures longevity but also maintains the hygiene of the equipment.
The precise magnetically coded mechanisms employed in these devices enhance their functionality, ensuring reliable operation while safeguarding the integrity of food products. By effectively promoting safety and quality, these safety devices play a crucial role in food processing and packaging applications. They help ensure that machinery operates correctly and safely, preventing accidental openings and protecting both operators and products.
Moreover, the use of stainless steel aligns with modern hygiene practices, making cleaning and maintenance straightforward and efficient. As a result, Stainless Steel Safety Devices not only contribute to regulatory compliance but also foster a culture of safety and quality within food production facilities.
Product Examples:
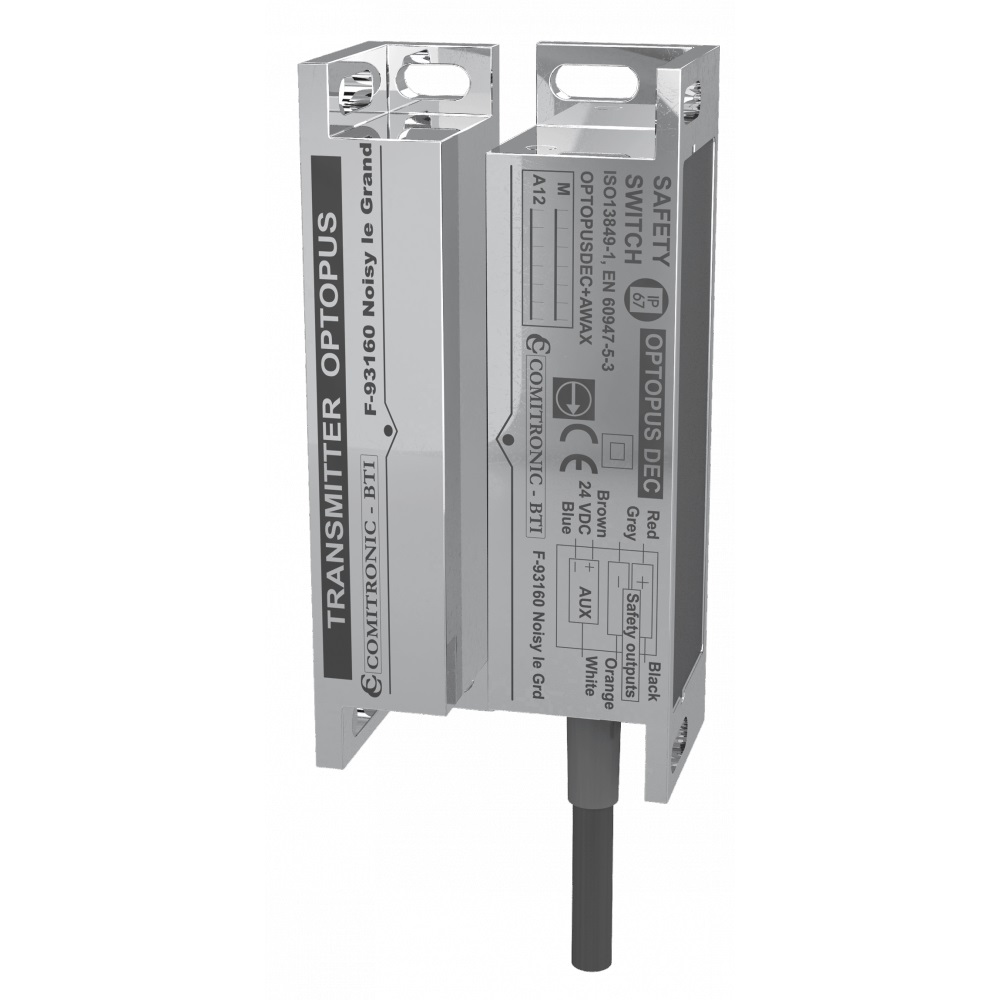
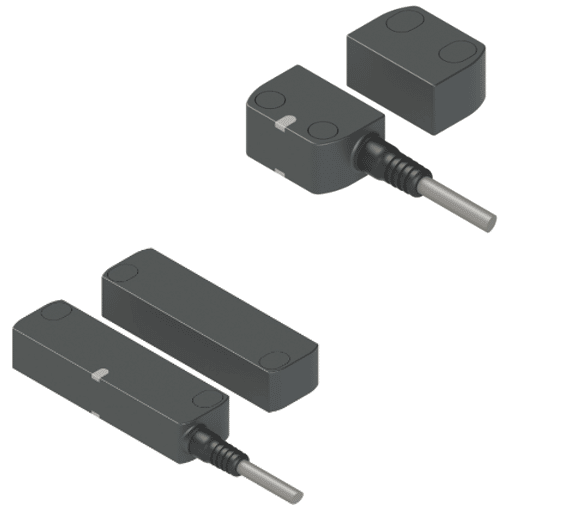
Comitronic OPTOPUS DEC | Miniature Non-autonomous Safety Switch
Monitoring protections and guards

Comitronic-BTI: ANATOM Safety Switch
Contactless coded electronic sensor

Comitronic-BTI: EPINUS Safety Switch
Monitoring protections and guards

Comitronic TRITHON | High Temperature Safety Switch
High Temperature Safety Switch
Electronic key Systems: an overview
The Electronic Key System (EKS) is an essential tool for engineers, combining advanced safety features with customizable control to secure industrial processes. EKS allows engineers to tailor data structures on each Electronic-Key to meet specific operational needs, providing flexibility in how data is interpreted within control systems. With programmable logic, engineers can precisely control processing functions, from machine management to critical parameter storage. EKS is versatile, excelling in applications like safety control, data management, event traceability, expiration monitoring, and access rights control, making it an indispensable solution for secure, adaptable industrial operations.
Key Features of Electronic Key Systems
- Customizable Data Structures: Each electronic key can be programmed with specific data, allowing for tailored access permissions and control.
- Automatic Logging: The system logs user activities automatically when keys are inserted or removed, facilitating accurate tracking and auditing.
- Versatile Integration: EKS systems are compatible with various interfaces, enabling seamless integration into existing industrial systems.
- Compact and Robust Design: EKS is built to withstand harsh conditions, offering a compact and durable solution for demanding industrial environments.
- Functional Safety Applications: Advanced models, like the EKS Version FSA, include safety features such as redundant channels for high-safety requirements.
Benefits of Electronic Key Systems
- Enhanced Safety: Restricting access to authorized personnel reduces the risk of unauthorized operations and protects workers and equipment.
- Improved Quality Control: Access control ensures only qualified personnel can operate machinery, leading to consistent product quality.
- Increased Reliability: Unauthorized access is minimized, enhancing system reliability and reducing downtime.
- Efficient Access Management: Customizable access permissions and automatic logging simplify access management processes.
Applications of Electronic Key Systems
- Machine Guarding: EKS ensures that only authorized personnel can operate or maintain machinery, enhancing safety and compliance.
- High-Risk Areas: EKS restricts access to critical zones handling hazardous materials or processes, preventing accidents.
- Packaging and Assembly Lines: EKS monitors safety interlocks on automated machinery, ensuring operations proceed only under safe conditions.
Product Examples:

EUCHNER: EKS FSA | Electronic Key Adapter

EUCHNER: EKS FSA LIGHT | Key System Read Station

EUCHNER: CKS Key Adapter | Electronic Key Adapter

EUCHNER: CES Evaluation Units
Safety Mechanical Interlocks: an overview
Safety Mechanical Interlocks are robust devices crafted to enhance operational safety in industrial environments by preventing accidental or unauthorized access to hazardous areas. Engineered for maximum reliability, they physically secure doors, hatches, or gates until safe conditions are met, reducing the risk of accidents and ensuring a safer workspace. Built to endure demanding conditions, these interlocks are available in durable materials such as plastic, metal, or stainless steel, allowing for versatile application-specific choices. Their strong construction and precise locking mechanism make them ideal for heavy-duty environments, acting as a critical safeguard for both personnel and equipment.
Key features of the Safety Mechanical Interlock include a high-strength, fail-safe locking system that ensures access points remain securely closed, preventing accidental entry into unsafe zones. Constructed with industrial-grade materials, the interlock withstands tough conditions, including exposure to dust, moisture, and temperature changes, ensuring reliable performance. It also features a tamper-resistant design to maintain system integrity, ease of installation and maintenance for minimal downtime, and a mechanical fail-safe that operates independently from power sources. Furthermore, it integrates seamlessly with other safety devices, such as emergency stops and control circuits, enhancing overall safety within complex safety frameworks.
Plastic Body Mechanical Interlock Switches Overview
Plastic bodied mechanical interlock switches are designed to secure access points and protect operators from hazardous machinery. These interlocks use high-strength plastic materials, making them lightweight yet durable, with excellent resistance to moisture, dust, and corrosion. While metal interlocks are suited for heavy-duty applications, plastic interlocks are ideal for applications where weight, cost, and moderate environmental resilience are key factors. They offer reliable safety features while maintaining cost-effectiveness, making them a preferred choice in various industries.
The Importance of Plastic Body Mechanical Interlock Switches in Safety
In the safety industry, interlock switches are vital in machine guarding systems. Plastic body interlocks ensure that safety protocols are enforced, securing doors, gates, and access panels, thus preventing accidental exposure to hazardous zones. Their lightweight design and corrosion-resistant material make them suitable for environments where electrical insulation and flexibility are required, such as food processing, pharmaceutical, and electronic manufacturing facilities.
Applications of Plastic Body Mechanical Interlock Switches
Plastic body mechanical interlock switches are widely used in industries such as manufacturing, automotive, electronics, and food processing. Common applications include:
- Access Control for Light Machinery: Securing access points to equipment where heavy-duty interlocks are not necessary.
- Food Processing and Pharmaceuticals: Providing safety in environments that require resistance to water, cleaning agents, and chemicals.
- Automotive and Electronics: Ideal for conveyor systems and assembly lines where weight reduction and electrical insulation are essential.
- Cleanrooms: Used to secure doors and gates while maintaining cleanliness and hygiene standards.
Product Examples:

Wieland SMS 2000 | Safety Interlocks
Slim Design Mechanical Safety Switch

Wieland SMS 3000 | Safety Interlocks
Easy Installation and Adjusting
Wieland SMS 4000 | Safety Interlocks
Easy Installation and Adjusting
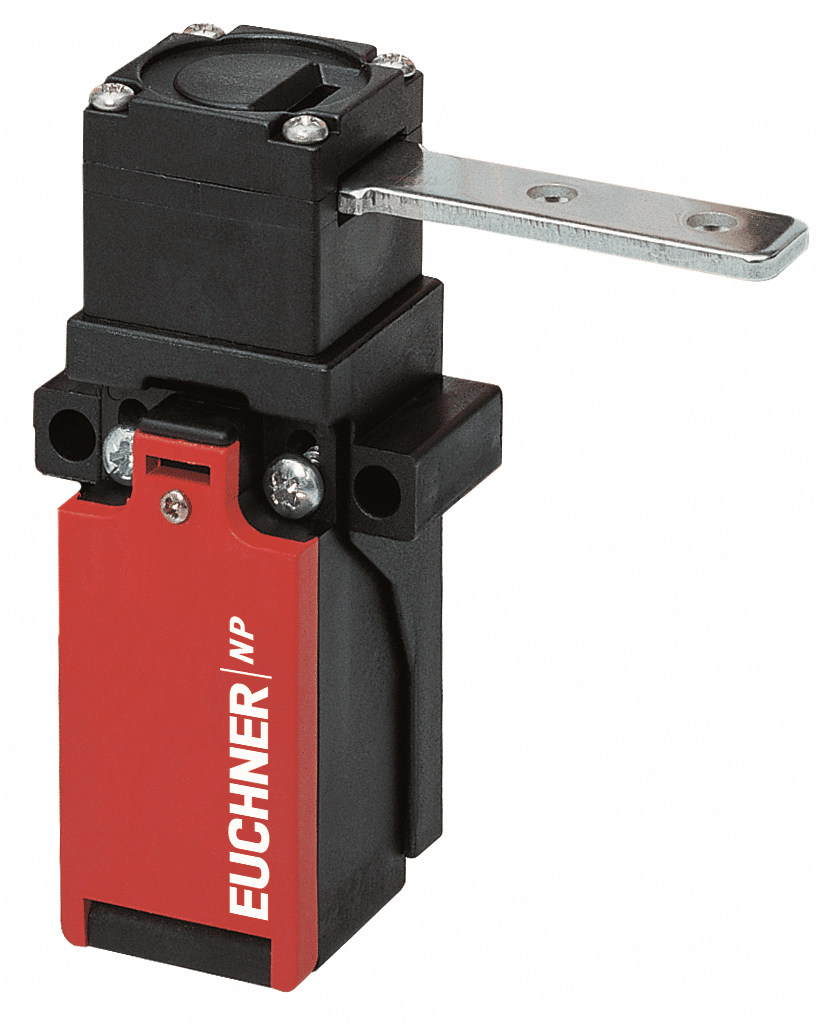
EUCHNER NP | Safety Switch
Safety Switch – Mounting with 40mm Spacing

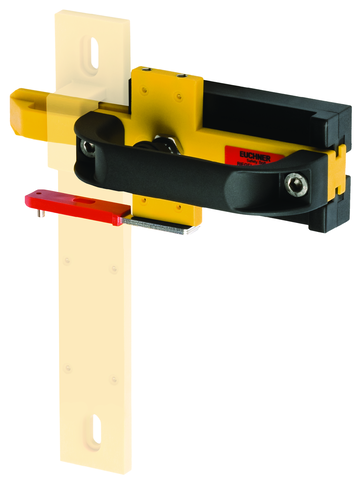
EUCHNER NM.VZA | Safety Gate Switch
Smallest approach radii with straight/angled actuators

EUCHNER TP3/TP4 | Safety Switch
Cat 3, PL d – Plastic Switch
Metal Body Mechanical Interlock Switches Overview
Metal bodied mechanical interlock switches are crucial safety devices designed to monitor and control access to potentially hazardous areas in industrial environments. Constructed with a robust metal casing, these switches are engineered for durability and resilience in harsh settings, providing a reliable solution for safeguarding personnel and equipment. These switches operate by mechanically interlocking safety gates, doors, or access panels, ensuring that dangerous machinery remains inaccessible when unsafe conditions are detected.
The Importance of Metal Body Mechanical Interlock Switches in Safety
In the safety industry, interlock switches are essential components of machine guarding systems, reducing the risk of accidental injury by preventing unauthorized access to hazardous zones. These switches play a pivotal role in complying with safety standards and regulations, as they enforce safety protocols and help prevent human errors, which are a leading cause of workplace accidents.
Applications of Metal Body Mechanical Interlock Switches
Metal bodied mechanical interlock switches are widely used in sectors such as manufacturing, automotive, pharmaceuticals, and food processing, where safeguarding machinery and maintaining operational safety are paramount. Common applications include:
- Assembly Line Safety: Preventing access to moving parts in conveyor systems or assembly lines until all operations have ceased.
- Machine Guarding: Ensuring operators cannot access or adjust machinery while it is in operation, especially in settings with high-speed or high-torque equipment.
- Robotic Cells: Securing entry points to robotic work cells to prevent injury during automated operations.
- Food and Pharmaceutical Processing: Maintaining hygiene standards and protecting operators from equipment used in processing and packaging.
- Heavy Industry and Mining: Withstanding the rigors of challenging environments where switches are exposed to heavy loads, dust, moisture, and high temperatures.
Product Examples:


Pizzato: FD 2093-M2 | Safety Switch with Extra Actuator
Safety switch with extra actuator

Pizzato HP AA | Safety Hinge Switch
Monitors Movable Safety Guards

EUCHNER NZ.VZ | Safety Switch
Robust Safety Switch

EUCHNER STA | Safety Switch
Cat 3, PL d – Metal Switch with Metal Head

EUCHNER TX | Safety Switch with Guard Locking
Cat 3, PL d – Metal Switch

EUCHNER: CET | Safety Switch with Guard Locking
Cat 3, PL d – Safety Switch with Guard Locking
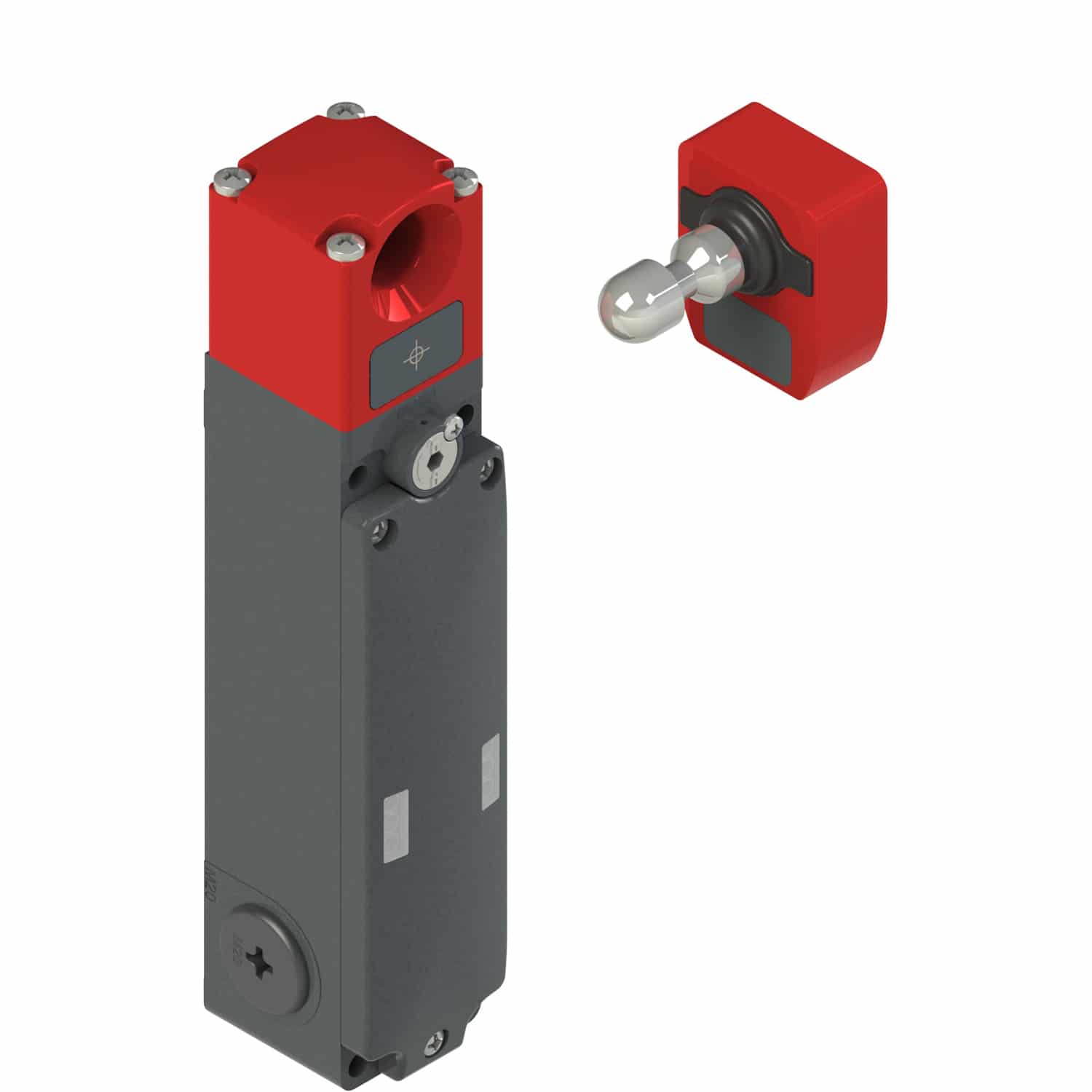
Pizzato NG 2D1D411A-F30 | RFID Locking Safety Switch
Cat 4, Pl e – NG series RFID safety switch with lock, with actuator
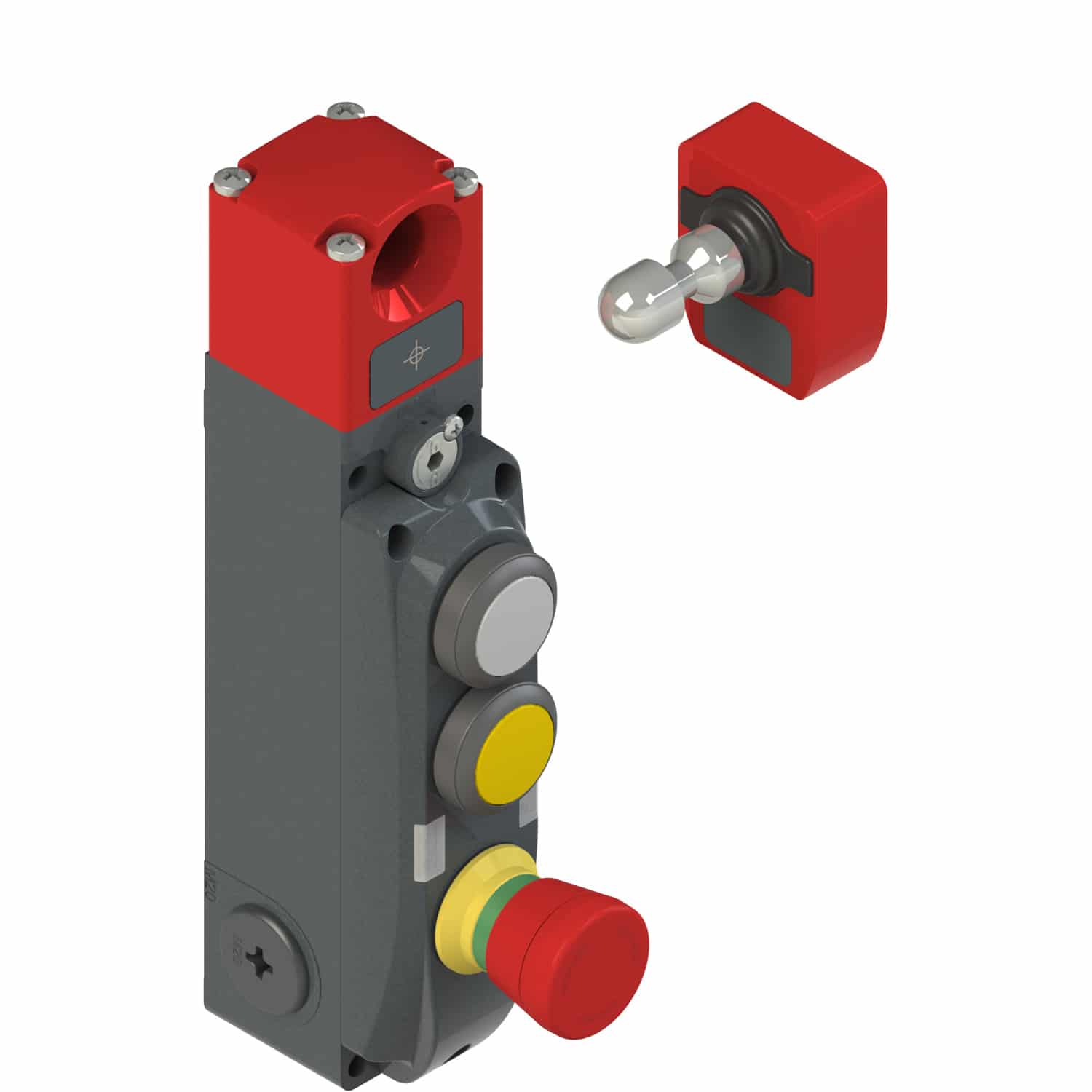
Pizzato NG 2D1D411C-F30 | RFID Locking Safety Switch
Cat 4, Pl e – RFID safety switch with lock and integrated control devices
Stainless Steel Mechanical Interlock Switches Overview
Stainless steel mechanical interlock switches are designed for use in highly demanding environments where durability, corrosion resistance, and hygiene are essential. These switches feature robust stainless steel casings, which make them resistant to harsh chemicals, moisture, and high temperatures. Their construction provides superior strength and longevity, ensuring reliable safety performance in settings that require regular cleaning or exposure to aggressive substances. Stainless steel interlocks are ideal for applications where plastic or standard metal interlocks might fail or degrade over time.
The Importance of Stainless Steel Mechanical Interlock Switches in Safety
Stainless steel mechanical interlocks play a critical role in maintaining safety and compliance in industries where extreme conditions are present. The corrosion-resistant properties of stainless steel make these interlocks essential for sectors such as food and beverage, pharmaceuticals, and chemical processing, where equipment undergoes frequent washdowns and exposure to sanitizing agents. By providing a robust barrier against contaminants and harsh environments, these interlocks support companies in upholding stringent safety and hygiene standards, preventing accidents and contamination in sensitive applications.
Applications of Stainless Steel Mechanical Interlock Switches
Stainless steel mechanical interlock switches are widely used across industries that demand high durability and resilience, particularly:
- Food and Beverage Processing: Ensuring safe and hygienic access control in areas exposed to water, steam, and cleaning chemicals.
- Pharmaceutical Manufacturing: Maintaining contamination-free environments by withstanding regular sanitization and exposure to sterile conditions.
- Chemical Processing: Withstanding corrosive substances while providing reliable access control to protect workers from hazardous materials.
- Marine and Offshore Applications: Resisting saltwater and extreme environmental conditions that could corrode other materials.
- Heavy-Duty Industrial Settings: Offering high-strength performance in applications involving abrasive materials, intense loads, or high-heat areas.
Product Examples:

Idem KL3-SS-Z | RFID Interlock
Cat 4 – Guard Locking RFID Safety Interlock with OSSD – Stainless Steel

Idem KL3-SS | Safety Tongue Interlock
Cat 3 – Stainless Steel Guard Locking Switch
Solenoid Locking Switches: An Overview
Solenoid locking switches are critical safety devices in industrial automation, preventing access to dangerous machinery until conditions are safe. They use an electromagnetic lock to secure protective guards, doors, or gates, only releasing when machinery has stopped or is de-energized. This ensures operators cannot accidentally interact with moving parts, providing a higher level of safety compared to standard interlock switches.
These switches are commonly used in environments like assembly lines, robotic cells, and packaging machines where premature access could lead to injury. Available in various designs to suit specific applications, solenoid locking switches often feature strong holding forces, durability for industrial conditions, and compliance with safety standards. Modern models can also integrate with safety PLCs and controllers for real-time status monitoring and diagnostics.
Electromagnetic Locking Systems Overview
Electromagnetic locking systems are advanced safety devices that utilize electromagnetic principles to secure access points, ensuring controlled and safe operations in various industrial settings. These systems employ an electric current to generate a magnetic field, creating a locking force that secures doors, gates, or other movable parts. When the current is applied, the magnetic force engages, locking the access point; conversely, removing the current disengages the lock, allowing access.
The Importance of Electromagnetic Locking Systems in Safety
In industrial environments, safeguarding personnel and equipment is paramount. Electromagnetic locking systems offer several advantages:
- Enhanced Security: They provide a robust locking mechanism that is difficult to tamper with, ensuring that only authorized personnel can access restricted areas.
- Reliability: With no moving mechanical parts, these systems experience less wear and tear, leading to longer service life and reduced maintenance.
- Integration: They can be seamlessly integrated with existing safety protocols and control systems, allowing for automated responses to safety breaches.
Applications of Electromagnetic Locking Systems
Electromagnetic locking systems are versatile and find applications across various industries:
- Machine Guarding: Ensuring that safety doors or guards remain locked during machine operation to prevent accidental access.
- Access Control: Managing entry to sensitive areas in facilities, ensuring that only authorized personnel can enter.
- Emergency Exits: Providing secure locking that can be quickly disengaged in emergencies, facilitating safe evacuation.
- Cleanrooms: Maintaining controlled environments by ensuring doors remain sealed, preventing contamination.
Product Examples:

Comitronic SM1-0X | Electromagnetic Locking
Stainless Steel with holding force of 580 N force

Comitronic SM2-0X | Electromagnetic Safety Lock
Stainless Steel with holding force of 820 N force
Tongue Solenoid Interlock Switches Overview
Tongue solenoid interlock switches are essential safety devices designed to secure access points in industrial environments, ensuring that machinery operates only when safety conditions are met. These switches utilize a tongue (or key) mechanism that engages with a solenoid-operated lock, providing a reliable method to prevent unauthorized access to hazardous areas.
The Importance of Tongue Solenoid Interlock Switches in Safety
In industrial settings, safeguarding personnel from potential hazards is paramount. Tongue solenoid interlock switches play a crucial role by:
- Preventing Unauthorized Access: They ensure that access to dangerous machinery is restricted to authorized personnel only.
- Ensuring Safe Operation: Machinery can only operate when all safety guards are properly closed and locked, reducing the risk of accidents.
- Maintaining Compliance: These switches help industries adhere to safety standards and regulations, promoting a safer work environment.
Applications of Tongue Solenoid Interlock Switches
Tongue solenoid interlock switches are versatile and find applications across various industries:
- Manufacturing: Securing access to assembly lines and robotic cells to prevent accidental entry during operation.
- Food Processing: Ensuring that machinery operates only when all safety doors are closed, maintaining hygiene and safety standards.
- Packaging: Preventing access to moving parts of packaging machines, reducing the risk of injury.
- Automotive: Controlling access to areas with automated machinery, ensuring that maintenance is performed safely.
Product Examples:


Wieland Series SIN | Safety Switches
Safety Switch with Separated Actuator and Guard Locking
EUCHNER STA | Safety Switch
Cat 3, PL d – Metal Switch with Metal Head

Pizzato NG 2D7D411A-F30 | RFID Locking Safety Switch with Actuator
Cat 4, Pl e – NG series RFID safety switch with lock, with actuator
Pizzato NG 2D1D411C-F30 | RFID Locking Safety Switch with Actuator
Cat 4, Pl e – RFID safety switch with lock and integrated control devices
Multifunction Gates: An Overview
Multifunction gates are versatile safety devices used in industrial environments to control access to hazardous areas, combining multiple safety features into a single unit. Designed for applications that require frequent operator access, such as automated production lines, these gates provide both physical barriers and integrated safety functions, helping prevent accidental entry into areas with moving machinery. They typically incorporate interlocking mechanisms, access control, and monitoring systems, ensuring machinery only operates when the gate is securely closed, and stopping immediately if the gate is opened.
These gates can include additional features like emergency stop functions, safety sensors, and even data connectivity for integration with industrial control systems. Multifunction gates offer a flexible solution that can be adapted to specific needs, reducing the need for separate components and simplifying safety installations. Their all-in-one design not only saves space but also meets rigorous safety standards, providing an efficient way to maintain safe working conditions in complex industrial settings.
Key Features and Benefits
- Integrated Safety Functions: MGBs combine interlocking, guard locking, and control functions, such as emergency stop buttons and status indicators, into one compact unit. This integration simplifies installation and reduces the need for multiple separate components.
- Enhanced Security: By ensuring that safety doors remain locked until it is safe to enter, MGBs prevent unauthorized access to hazardous areas, thereby reducing the risk of accidents.
- Modular Design: Many MGBs offer modular configurations, allowing for customization based on specific application requirements. This flexibility enables the addition of control modules, transforming the MGB into a small operator panel.
- Compliance with Safety Standards: MGBs are designed to meet international safety standards, ensuring reliable performance in safeguarding applications.
Applications of Multifunctional Gate Boxes
Multifunctional gate boxes are versatile and find applications across various industries:
- Manufacturing: Securing access to assembly lines and robotic cells to prevent accidental entry during operation.
- Food Processing: Ensuring that machinery operates only when all safety doors are closed, maintaining hygiene and safety standards.
- Packaging: Preventing access to moving parts of packaging machines, reducing the risk of injury.
- Automotive: Controlling access to areas with automated machinery, ensuring that maintenance is performed safely.
Product Examples:

EUCHNER MGB-AP | Multifunctional Gate Box
Connection to Decentralise Peripheral System
EUCHNER MGB-AR | Multifunctional Gate Box
Series Connection up to 10 Safety Systems
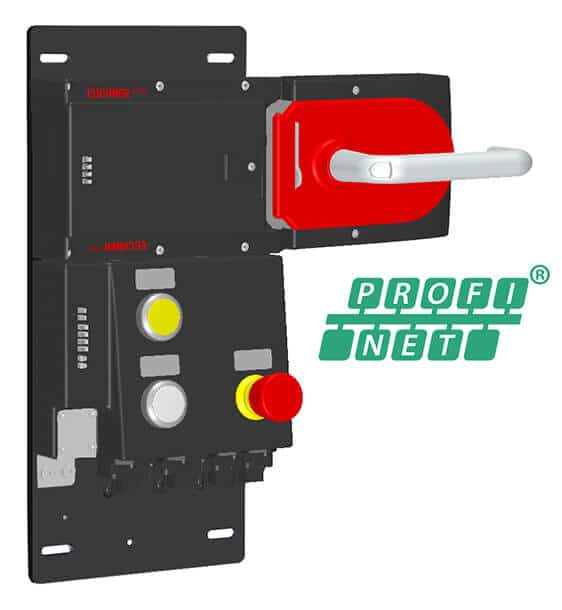
EUCHNER MGB-PN | Multifunctional Gate Box
Direct Connection Profinet

EUCHNER MGB ETHERNET/IP | Multifunctional Gate Box
Direct Connection to Ethernet/IP
Other Forms of Safety Input: Light Curtains & Safety Edge
While not the subject of this blog, two common alternatives to these safety sensors should be noted: light curtains and contact detection systems. Safety Light Curtains operate by sending infrared beams and detecting if these are blocked, creating a detection screen between their emitter and receiver, with spacing of beams differing between light curtains for body protection, hand protection, and finger protection. Other variants supporting long range sensing and outdoor environments are available, along with muting light curtain models designed for automated processes. Supporting components such as photo cells, connection boxes, and muting accessories are also stocked. Additionally, other similar products are available, including multi beam systems and advanced laser scanner technologies.
Contact detection is supported by products such as safety edge and mounting systems, contact mats, and bumpers with relevant edge accessories. These are ideal for perimeter and surface-triggered protection zones, where machine guarding is impractical and light curtains would be unwieldy to install.
Safety Bolts: An Overview
Safety bolts are robust locking devices used in industrial safety applications to secure access points like doors, gates, and hatches in areas with hazardous machinery. Designed to withstand high levels of force, they ensure that protective barriers remain closed and locked, preventing accidental or unauthorized access to dangerous zones. Safety bolts are commonly used in manufacturing facilities, automated production lines, and other environments where heavy machinery poses a risk to operators.
These bolts often integrate with safety systems to provide real-time status feedback, ensuring operators and control systems know whether the access point is secured. They may be combined with interlock switches, emergency stop functions, and safety sensors to provide comprehensive protection. Safety bolts are built to meet strict safety standards, offering a reliable solution for safeguarding workers and enhancing the overall safety of industrial environments.
Key Features and Benefits of Safety Bolts
- Enhanced Security: Safety bolts prevent unauthorized access to hazardous areas, protecting workers from potential harm.
- Reliable Locking Mechanism: Tamper-resistant designs ensure bolts cannot be disengaged without proper authorization, adding an extra layer of security.
- Compatibility with Interlock Systems: Safety bolts can work with mechanical or electronic interlock systems to ensure machinery remains inactive until safety conditions are met.
- Durability: Constructed from materials like stainless steel, safety bolts withstand harsh industrial conditions, including moisture and corrosive chemicals.
- Ease of Installation: Designed for seamless integration with existing systems, safety bolts are quick to install on doors, gates, or panels.
- Compliance with Safety Standards: Meeting international safety standards, safety bolts ensure regulatory compliance and safe operation in various applications.
Applications of Safety Bolts
Safety bolts are used in various industries for enhanced safety and access control:
- Manufacturing: Securing machinery guards and access panels to prevent entry during operation.
- Food and Beverage Processing: Corrosion-resistant bolts help maintain hygiene standards while securing equipment.
- Pharmaceuticals and Laboratories: Protect controlled environments, preventing unauthorized access to sensitive areas.
- Automotive and Aerospace: Secure robotic cells and critical machinery, limiting access to authorized personnel.
- Warehousing and Logistics: Secure loading bay doors and entry points to hazardous areas.
- Chemical Processing: Withstand exposure to corrosive substances, providing security in hazardous environments.
Product Examples:

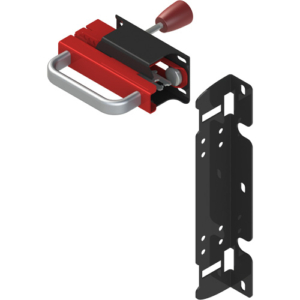
EUCHNER NP BOLT | Steel Door Bolt
Steel Bolt
EUCHNER NZ BOLT | Aluminium Door Bolt
Fiber Glass Reinforced Plastic Bolt
Euchner TP BOLT STANDARD | Steel Door Bolt
Steel Bolt

EUCHNER TP BOLT SUPER | Steel Door Bolt
Steel Bolt

EUCHNER STA BOLT | Steel Door Bolt
Steel Bolt

EUCHNER TX BOLT | Steel Door Bolt
Steel Bolt

Pizzato P-KUBE 2 NG SERIES | Safety Handles
Safety Handles
Pizzato Safety Handles P-Kube Fast FG Series | Safety Handles
Fast FG Series Handle
Conclusion
Safety switches, non-contact sensors, electronic key systems, mechanical interlocks, solenoid locking switches, multifunction gates, and safety bolts are all vital components in creating safe, efficient, and compliant industrial environments. Each device offers a unique layer of protection, ensuring that access to hazardous machinery is tightly controlled and that equipment can only operate under safe conditions. From contactless sensors that prevent accidental access to robust safety bolts and multifunction gates that consolidate multiple safety functions, these solutions cater to a variety of needs within complex production setups.
Integrating these safety devices allows for a comprehensive approach to machine safety, reducing risks for operators and enhancing workflow efficiency. As industry standards evolve, these technologies continue to adapt, providing reliable, high-performance options for safeguarding personnel and equipment alike. Together, they form a holistic safety system that meets rigorous regulatory requirements, optimizes productivity, and ultimately upholds a culture of safety within industrial operations.
Check out Safety Switches page
Check out our Safety Non-Contact Switches
Check out Electronic Key Systems
Check out Mechanical Interlocks
Check out Solenoid Locking Switches
Check out Multi-Function Gates
Check out Safety Bolts