
Beginner’s Guide to Mitsubishi PLCs
Beginner’s Guide to Mitsubishi PLCs
Importance in Industrial Automation
Programmable Logic Controllers (PLCs) are the backbone of industrial automation. Their ability to precisely control machines and processes makes them vital for efficient, safe, and scalable production. From automotive plants to food processing, PLCs reduce human error, automate repetitive tasks, and enable real-time system monitoring.
PLC programming is key to converting complex logic into machine-executable actions. In a bottling plant, for example, a PLC might control filling, capping, and labeling—synchronized for high-speed output. This adaptability allows engineers to reprogram logic for new processes without changing hardware, minimizing downtime. For applications where safety is critical, many engineers turn to Safety PLCs for advanced diagnostics and functional safety features.
Reliability is critical in industrial automation. PLCs are built to run nonstop in harsh environments, integrating seamlessly with sensors, actuators, and safety devices. Understanding how devices like safety light curtains work can enhance system design as an appropriate PLC and coding can be chosen to match the strengths and weaknesses of these devices. If you’re considering cheaper but less flexible control options, our comparison on Safety Relays vs Safety PLCs breaks down which to use where. And to maximize plant protection, explore how safety sensors and switches integrate with PLCs to detect risks and shut down operations in milliseconds. For more real-world insight, check out our walkthrough of a theoretical plant safety assessment.
Basics of PLC Programming Languages
PLCs use specialized programming languages that are tailored to control logic, with each suited to different application needs and user preferences. The most commonly used languages follow the IEC 61131-3 standard and include:
- Ladder Logic (LD): The most popular language in PLC programming, it mimics electrical relay logic, making it intuitive for electricians and technicians. Ideal for simple logic control, such as motor start/stop circuits.
- Function Block Diagram (FBD): Best for process control applications, it represents logic as blocks connected by lines, useful in systems like HVAC or water treatment.
- Structured Text (ST): A high-level language similar to Pascal, ST is powerful for complex algorithms, data manipulation, and batch processes.
- Instruction List (IL) and Sequential Function Chart (SFC): Though less common today, these are still used in specific legacy systems or for certain process-driven applications.
Choosing the right PLC programming language depends on the complexity of the task, the industry, and the team’s technical background. Understanding the fundamentals of each language helps streamline industrial automation projects and ensures long-term maintainability.
Installation of GX Works 3
Installing GX Works3, Mitsubishi Electric’s integrated programming software for iQ-R and iQ-F series PLCs, is the first step toward building a robust automation system. The software is typically included in Mitsubishi’s MELSOFT suite or can be downloaded from their official website for licensed users. During installation, it’s essential to follow the prompts carefully, select the correct region and language, and ensure that all necessary drivers and support tools are included.
System requirements should be checked beforehand—GX Works3 runs best on a Windows-based PC with sufficient RAM and storage. Once installed, users can access a modern, intuitive interface that simplifies ladder logic programming, hardware setup, and diagnostics for Mitsubishi PLCs.
Importing Device Files
Device files are crucial when configuring a Mitsubishi PLC in GX Works3. These files contain predefined parameters for specific CPUs, I/O modules, and network cards. Importing the correct device files ensures compatibility between your project and the physical hardware. Mitsubishi first-party devices and communication protocols should be available in GX Works3 by default. Standardized protocols such as CC-Link and PROFIBUS are also available by default.
When starting with a new controller, it’s common to download the latest device files directly from Mitsubishi’s support site. In GX Works3, users can easily import these files through the “Tool” menu, enabling seamless integration of newer modules and third-party devices. This process is especially important in complex industrial automation systems where accurate I/O mapping is critical.
Creating a New Project
Creating a new project in GX Works3 is straightforward and user-friendly. After launching the software, selecting “New Project” prompts users to define key parameters such as CPU series (iQ-R or iQ-F), CPU model, and project name. This step establishes the foundation for all future programming and hardware configuration.
Hardware Configuration
Hardware configuration is a central feature in GX Works3, allowing users to map out the physical setup of their Mitsubishi automation system. Within the graphical interface, you can drag and drop CPU modules, power supplies, I/O units, and communication modules to match the actual layout on the DIN rail.
Each module’s settings—such as addresses, labels, and communication parameters—can be edited directly within the configuration window. For users working with industrial automation hardware, this visual setup helps eliminate wiring mistakes and ensures proper system integration. Once configured, a single click can verify the layout, highlight errors, and prepare the project for download to the PLC.

Writing your first program
Basic Program Structure
Starting your first PLC program can feel daunting, but understanding its basic structure helps simplify the process. In GX Works3, every program begins with a well-defined layout consisting of scan cycles, routines, and logical blocks. At its core, a PLC continuously scans inputs, executes the logic, and updates outputs in a repeating loop—known as the scan cycle.
A typical Mitsubishi PLC program starts with a main program and may include subroutines or function blocks for specific tasks like motor control, safety interlocks, or sensor processing. Each section should be clearly labeled to make the code easy to follow and maintain. Structuring your project this way ensures that the logic flows logically and that future debugging or updates are more manageable.
This foundational structure is essential for building scalable automation solutions, whether you’re controlling a simple conveyor belt or managing a multi-station assembly line.
Implementing Simple Logic
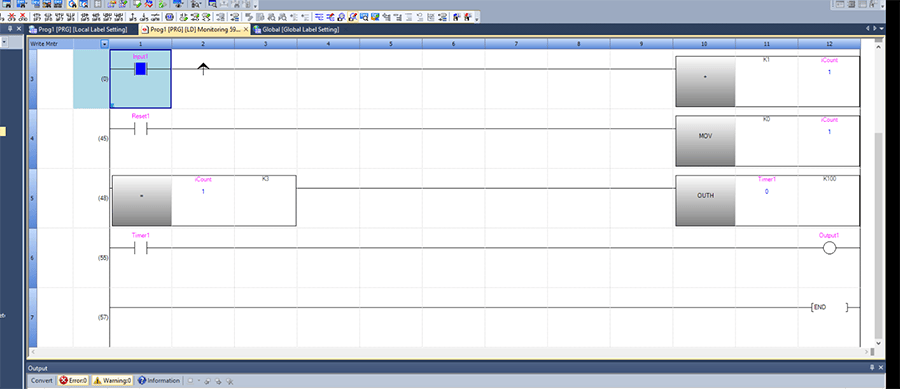
Implementing simple logic is the best way to get hands-on experience with PLC programming. In GX Works3, ladder logic is a popular starting point because it mirrors traditional electrical diagrams, making it intuitive for those with an industrial background.
A basic example might include a start/stop motor circuit using two input contacts—one for the start button and one for stop—linked to an output coil representing the motor. Add a latch using an internal relay (M bit), and you’ve created a memory-based control circuit.
You can also incorporate timers for delayed start-up or counters for tracking repetitive tasks like parts passing a sensor. These simple logic elements form the building blocks of more complex programs and give you practical insight into how industrial automation systems behave in real-time.
By mastering simple logic, you develop the confidence to move on to more advanced programming tasks while ensuring your code is stable, readable, and effective.
Advanced PLC Programming Concepts
Motion Control Programming
Motion control programming allows for precise management of mechanical movements in automation systems. In applications such as robotic arms, CNC machinery, or high-speed packaging lines, controlling position, velocity, and acceleration is critical. Mitsubishi’s GX Works3 supports motion modules and servo systems, enabling smooth integration of complex motion profiles into PLC programs.
Using motion control commands, engineers can program tasks like linear interpolation, cam profiles, or synchronized multi-axis movements. For example, in a pick-and-place operation, the PLC coordinates servo motors to move an actuator along X, Y, and Z axes with exact timing. These motion instructions are programmed using structured text or function blocks, depending on the system complexity.
Integrating motion control into PLC programming not only boosts speed and accuracy but also allows for flexible design changes without altering mechanical components—a significant advantage in modern industrial automation.
Data Logging Techniques
Data logging in PLC systems is essential for monitoring performance, diagnosing issues, and maintaining traceability in regulated industries. By capturing real-time data from sensors, devices, and internal variables, engineers gain valuable insights into system behavior over time.
In GX Works3, data logging can be implemented using data registers and file registers, often combined with time stamps and conditional triggers. For instance, a PLC might log temperature and pressure readings every 60 seconds or record downtime events when a motor fails to start. This information can be stored locally on SD cards or transferred to SCADA systems and HMIs for analysis.
Effective data logging techniques ensure better decision-making, support preventive maintenance, and improve the reliability of PLC-controlled automation systems—especially in environments where precision and compliance matter.
Mitsubishi Electric PLC Range
Compact PLCs Alpha and FX-Series
For compact control applications, the Alpha Series PLC offers a cost-effective solution with intuitive programming and a small footprint—ideal for standalone tasks or basic automation projects. Our range of FX Series PLCs extends that capability further, providing scalable performance and enhanced I/O handling for more demanding tasks.
Modular Q-Series IQ-R and IQ-F
When modularity and advanced functionality are needed, the Q Series PLCs deliver high-speed processing and flexible expansion options,
making them perfect for systems requiring complex sequencing and data control. For next-generation performance, the iQ-R Series PLCs take it a step further, offering synchronized motion, high-speed data logging, and integrated programmable controller CPUs built for Industry 4.0 applications.
Network and Expansion Modules
All Mitsubishi Electric PLCs are compatible with industrial communication protocols like CC-Link Systems, ensuring seamless integration with I/O modules,
including sink I/O modules. From compact PLCs to modular PLCs, our range supports a variety of automation architectures.
Explore our full selection of automation PLCs and to find the best fit for your industrial control needs.

Other Automation Products
In addition to safety-related products, Venus Automation stocks a comprehensive range of items focused on advanced automation technologies. These offerings enable cost reduction and improved operational efficiency; however, they do not eliminate the need for hard-wired safety systems, even when certain technologies may appear similar in function. Automation components serve as powerful tools for enhancing productivity across industrial environments.
For example, light curtains for measurement are available, along with a wide selection of encoders. These include absolute encoders, incremental encoders, magnetic encoders, and rotary encoder types, all of which contribute to precise and reliable automation. When paired with compatible motors, variable speed drives offer enhanced motor control, increasing the value of encoder feedback. For even greater precision, servo motors and servo amplifiers are also available, supporting applications that demand accurate motor positioning.
Human-machine interaction is enabled through a full range of operator interface components, including selector switches, HMI touch panels, handheld pendants, industrial-grade pushbuttons, panel mounts, and relevant accessories. Monitoring of electrical circuit performance is supported by devices such as power relays, speed monitors, insulation monitors, current monitors, battery monitors, phase sequence relays, voltage monitoring relays, and undercurrent relays. Additional core components include power supplies and residual current transformer units. EV charging solutions are also available within this category.
Supporting both automation and safety systems is a robust offering of cables and connectors. This includes straight cables, angled cables, and multipole connectors such as REVOS and RST. For secure integration into control panels, Selos terminals are recommended. A complete range of plugs, sockets, inlets, flanges, couplers, and enclosures are also stocked to accommodate diverse industrial applications.
Frequently Asked Questions (FAQs)
Common Questions about PLC Programming Languages
When starting with PLC programming, many beginners wonder which language to learn first and how each differs. The answer often depends on your background and the type of industrial automation systems you’re working with.
One of the most frequently asked questions is: “What is the easiest PLC programming language to learn?” For many technicians and electricians, Ladder Logic (LD) is the most intuitive because it visually resembles electrical schematics. It’s ideal for straightforward tasks like motor control or on/off sequences.
Another common question is: “When should I use Structured Text (ST)?” This high-level, text-based language is better suited for complex calculations, loops, and data manipulation. It’s popular in applications that require precise control logic or integration with advanced devices, like vision systems or motion controllers.
Many also ask: “Can I mix PLC programming languages in one project?” With software like GX Works3, the answer is yes. Mitsubishi PLCs support mixed-language environments, allowing you to use Ladder Logic for basic control, Function Block Diagrams (FBD) for repetitive processes, and Structured Text for data handling—all within the same program.
Understanding the strengths of each PLC language helps you choose the right tool for the job and develop more efficient, maintainable automation systems.